
Sadržaj
- TL; DR (Predugo; nisam pročitao)
- Zavarena naspram bešavne proizvodnje u postupku izrade cijevi
- Korak po korak postupak izrade zavarenih i bešavnih čeličnih cijevi
- Izrada ingota, cvatnji, ploča i gredica
- Izrada ovih materijala u cijevima
- Razvoj zavarenih i bešavnih cijevi
- Daljnja obrada i galvanizacija
- Povijest proizvodnje cijevi
- Snaga čeličnih cijevi
Izrađene od sirovina, uključujući željezo, aluminij, ugljik, mangan, titanijum, vanadij i cirkonij, čelične cijevi su ključne za proizvodnju cijevi za primjenu u sustavima grijanja i vodovoda, inženjeringu autocesta, proizvodnji automobila, pa čak i lijekovima (za kirurške implantate i srčane zaliste) ,
Svojim razvojem koji seže do inženjerskih otkrića iz 1800-ih, njihove metode gradnje odgovaraju bezbroj različitih dizajna.
TL; DR (Predugo; nisam pročitao)
Čelične cijevi mogu se konstruirati zavarivanjem ili upotrebom bešavnih postupaka u različite svrhe. Postupak izrade cijevi, koji se prakticirao stoljećima, uključuje upotrebu materijala od aluminija do cirkonija kroz različite korake, od sirovina do gotovog proizvoda koji su u povijesti imali primjenu od medicine do proizvodnje.
Zavarena naspram bešavne proizvodnje u postupku izrade cijevi
Čelične cijevi, od automobilske proizvodnje do plinskih cijevi, mogu se zavarivati od legura - metala izrađenih iz različitih kemijskih elemenata - ili biti besprijekorno izrađene iz tališta.
Dok se zavarene cijevi forsiraju zajedno metodama zagrijavanja i hlađenja i koriste se za teže, čvršće primjene kao što su vodovod i transport plina, bešavne cijevi se stvaraju razvlačenjem i šupljinom za lakše i tanje svrhe, poput bicikala i prijevoza tekućine.
Metoda proizvodnje puno se temelji na različitim izvedbama čelične cijevi. Promjena promjera i debljine može dovesti do razlike u snazi i fleksibilnosti za velike projekte poput plinovoda za transport plina i preciznih instrumenata poput hipodermičkih igala.
Zatvorena struktura cijevi, bilo da je okrugla, kvadratna ili bilo kojeg drugog oblika, može odgovarati bilo kojoj primjeni, od protoka tekućine do sprečavanja korozije.
Korak po korak postupak izrade zavarenih i bešavnih čeličnih cijevi
Cjelokupni postupak izrade čeličnih cijevi uključuje pretvaranje sirovog čelika u ingote, cvatove, ploče i gredice (sve su to materijali koji se mogu zavariti), stvaranje cjevovoda na proizvodnoj liniji i oblikovanje cijevi u željeni proizvod.
••• Syed Hussain AtherIzrada ingota, cvatnji, ploča i gredica
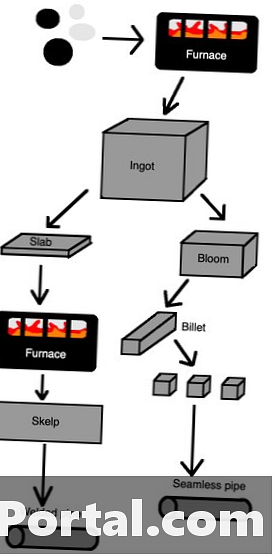
Željezna ruda i koks, tvar bogata ugljikom iz zagrijanog ugljena, topi se u tekuću tvar u peći i zatim se puše s kisikom kako bi se stvorio rastopljeni čelik. Ovaj se materijal hladi u ingote, velike čelične odljevke za skladištenje i transport materijala, koji se oblikuju između valjaka pod velikim količinama tlaka.
Neki ingoti prolaze kroz čelične valjke koji ih razvlače na tanje, dulje komade kako bi se stvorili cvatovi, međuprodukti između čelika i željeza. Također su valjani u ploče, komade čelika s pravokutnim presjecima, kroz složene valjke koji režu ploče u oblik.
Izrada ovih materijala u cijevima
Više valjanih uređaja izravnava se - proces poznat kao kovanje - cvjeta u gredice. Riječ je o metalnim komadima s okruglim ili kvadratnim presjecima, koji su još duži i tanji. Leteće makaze sijeku gredice na točno određene položaje, tako da se gredice mogu slagati i oblikovati u bešavne cijevi.
Ploče se zagrijavaju na oko 2200 stupnjeva Farenhajta (1,204 stupnja Celzijusa) dok se ne pokvase, a zatim se razređuju u kost, to su uske trake vrpce dugačke 0,4 km. Zatim se čelik čisti rezervoarima sumporne kiseline, a zatim hladnom i toplom vodom i transportira u tvornice za proizvodnju cijevi.
Razvoj zavarenih i bešavnih cijevi
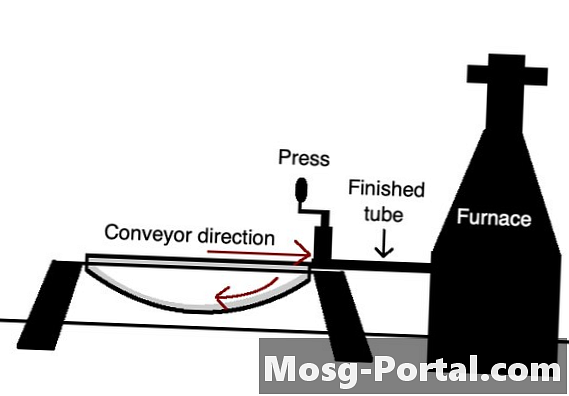
Za zavarene cijevi, stroj za odmotavanje odmotava kolut i prolazi ga kroz valjke kako bi se rubovi savili i stvorili oblike cijevi. Elektrode za zavarivanje koriste električnu struju za zaptivanje krajeva zajedno prije nego što ih visokotlačni valjak učvrsti. Proces može proizvesti cijev od 335,3 m (1,15 ft) u minuti.
Kod bešavnih cijevi postupak zagrijavanja i kotrljanja kvadratnih gredica pod visokim pritiskom uzrokuje njihovo istezanje s rupom u sredini. Valjaonice probijaju cijev željene debljine i oblika.
Daljnja obrada i galvanizacija
Daljnja obrada može uključivati ispravljanje, navijanje (rezanje uskih žljebova na krajevima cijevi) ili oblaganje zaštitnim uljem od cinka ili pocinčavanje radi sprječavanja hrđe (ili što je potrebno za svrhu cijevi). Pocinčavanje obično uključuje elektrokemijske i elektrodepozicione procese premaza cinka radi zaštite metala od korozivnih materijala kao što je slana voda.
Proces djeluje na odvraćanje od štetnih oksidansa u vodi i zraku. Cink djeluje kao anoda na kisik i stvara cinkov oksid, koji s vodom reagira, stvarajući cinkov hidroksid. Te molekule cinkovog hidroksida formiraju cink-karbonat kad su izložene ugljičnom dioksidu. Konačno, tanki, neprobojni, netopljivi sloj cinkovog karbonata zalijepi se za cink kako bi zaštitio metal.
Tanji oblik, elektrogalvanizacija, obično se koristi u automobilskim dijelovima koji zahtijevaju boju otpornu na hrđe, tako da vruće nanošenje smanjuje čvrstoću osnovnog metala. Nehrđajući čelici nastaju kada su nehrđajući dijelovi pocinčani do ugljičnog čelika.
Povijest proizvodnje cijevi
••• Syed Hussain AtherDok zavarene čelične cijevi potječu iz škotskog inženjera Williama Murdocksa izumom sustava svjetiljki za izgaranje ugljena izrađenih od bačvi mošusa za transport ugljenog plina 1815., bešavne cijevi nisu uvedene do kasnih 1880-ih za prijevoz benzina i nafte.
Tijekom 19. stoljeća, inženjeri su stvorili inovacije u izradi cijevi, uključujući inženjer James Russells metodu pomoću kapalica za savijanje i spajanje ravnih željeznih traka koje su grijane dok nisu postale kovne 1824. godine.
Već sljedeće godine inženjer Comenius Whitehouse stvorio je bolju metodu zavarivanja podmetača, koja je uključivala zagrijavanje tankih limova od željeza koji su bili uvijeni u cijev i zavareni na krajevima. Whitehouse je koristio stožasti otvor za uvijanje rubova u oblik cijevi prije nego ih je zavarivao u cijev.
Tehnologija bi se proširila u automobilskoj industriji, a koristila bi se i za transport nafte i plina uz daljnje proboje poput vrućih laktova cijevi za učinkovitiju proizvodnju savijenih cijevnih proizvoda i neprekidnog formiranja cijevi u stalnom toku.
1886. njemački inženjeri Reinhard i Max Mannesmann patentirali su prvi postupak valjanja za izradu bešavnih cijevi od raznih komada u tvornici datoteka svojih očeva u Remscheidu. U 1890-ima, dvojac je izumio postupak kotrljanja klipa, metodu za smanjenje promjera i debljine stijenke čeličnih cijevi radi povećane trajnosti, koji bi s ostalim njihovim tehnikama stvorio "Mannesmannov proces" radi revolucije polja čeličnih cijevi inženjering.
U 1960-toj tehnologiji Computer Numerical Control (CNC) inženjeri su koristili visokofrekventne strojeve za indukcijsko lijevanje za preciznije rezultate koristeći računalno izrađene karte za složenije izvedbe, čvršće zavoje i tanji zidovi. Računalno dizajnirani softver i dalje bi dominirao na terenu s još većom preciznošću.
Snaga čeličnih cijevi
Čelični cjevovodi općenito mogu trajati stotinama godina uz veliku otpornost na pukotine od prirodnog plina i onečišćenja, kao i na utjecaje s malim prožimanjem metana i vodika. Mogu se izolirati poliuretanskom pjenom (PU) kako bi se očuvala toplinska energija, a ostala je jaka.
Strategije kontrole kvalitete mogu koristiti metode kao što su x-zrake za mjerenje veličine cijevi i prilagođavanje u skladu s bilo kojom uočenom varijancom ili razlikom. To osigurava da su cjevovodi prikladni za primjenu čak i u vrućim ili vlažnim uvjetima.